Traditional processing methods in sheet metal shops include shearing, punching, and bending processes.
Punching processes require many dies and are characterized by low or no cutting.
When processing a product, it is usually equipped with dozens of sets of dies, and some products even require hundreds of sets of dies.
From an economic standpoint, many dies must be fitted, increasing the cost of the product and resulting in a waste of money.
The laser processing technique was created to adapt to modern sheet metal processing, cut production costs, and improve processing technology.
Sheet metal processing technology has advanced significantly due to the use of laser cutting machines, bringing novel ideas to sheet metal fabrication and processing.
The majority of sheet metal processing companies are familiar with and accept the laser cutting process and laser cutting machine equipment and have gradually replaced traditional sheet metal cutting equipment (mainly CNC equipment, including shears, punching machines, flame cutting, plasma cutting, high-pressure water cutting and other traditional sheet metal processing equipment) with many advantages such as high processing efficiency, high processing accuracy, good cutting section quality, and three-dimensional cutting processing.
Sheet metal processing technology has benefited from laser processing technology, which has increased labor productivity and accelerated the advancement of sheet metal technology.
Laser cutting machines are highly flexible and can greatly reduce processing cycles, increase the cutting speed with higher productivity, improve processing accuracy and speed up product development.
Many manufacturing companies value these advantages.
A laser cutting machine is a laser that emits a laser beam that is focused on a high power density laser beam through an optical path system.
A high-pressure gas coaxial to the laser beam lights the workpiece’s surface, heating it to a melting or boiling temperature, then sweeping the melted or vaporized metal away with high-pressure gas.
The beam forms a slit in the material for cutting as it moves relative to the workpiece.
The laser cutting technique replaces the old mechanical knife with an invisible beam that provides high precision, quick cutting speed, no cutting pattern limitation, automatic nesting to conserve material, smooth kerf, low processing cost, and so on. Traditional metal cutting equipment will be steadily improved or replaced by it.
The mechanical part of the laser cutting head does not come into contact with the workpiece and does not cause scratches on the surface of the workpiece during work.
Laser cutting speed, smooth and uniform kerf, generally do not require subsequent processing.
The heat-affected cutting zone is small, the plate deformation is small, and the kerf is narrow (0.1 to 0.3mm).
No mechanical stress in the kerf and no shear burr.
Any flat surface may be processed with good reproducibility, little damage to the material surface, and CNC programming.
It is economical and time-saving to cut large-size whole plates without developing molds.
Generally, this laser cutting machine is recommended for carbon steel plates up to 12mm and stainless steel plates up to 10mm.
The laser cutting machine uses no cutting force, no processing distortion, and no tool wear, so it can work with various materials.
Both simple and complex parts can be cut precisely and quickly with the laser.
Cutting and nesting can be used to achieve automatic nesting, which optimizes material use and is cost effective.
Types of Laser Cutting Machines
According to the different laser generators, laser cutting machines on the market today can be broadly divided into three types. Laser cutting machines include CO2 laser cutting machines, YAG (solid-state) laser cutting machines, and fiber laser cutting machines.
CO2 laser cutting machine
This CO2 laser cutting machine can cut carbon steel up to 20mm, stainless steel up to 10mm, and aluminum alloy up to 8mm.
The wavelength of the CO2 laser is 10.6 m, which is easily absorbed by non-metals.
Although it can cut wood, acrylic, PP, plexiglass, and other non-metal materials with excellent precision, the CO2 laser’s photoelectric conversion rate is only 10%.
The CO2 laser cutting machine has nozzles that blow oxygen, compressed air, or inert gas N2 at the beam exit to increase cutting speed and assure a smooth cut.
To improve the stability and service life of the power supply, CO2 gas lasers must solve the problem of discharge stability of high power lasers.
According to international safety standards, the danger level of lasers is divided into 4 levels, and CO2 lasers belong to the lowest danger level.
Main advantages: High power, generally between 2000 and 4000W, can cut conventional materials such as stainless steel and carbon steel up to 25mm in full size, and can also quickly cut aluminum plates up to 4mm and acrylic plates up to 60mm, wood material plates, PVC plates and cutting sheets.
In addition, since the output of the CO2 laser is a continuous laser, it has the smoothest cutting section among the three types of laser cutting machines.
Main market positioning: 6-25mm medium-thick plate cutting, mainly for large and medium-sized enterprises and some purely foreign-funded laser cutting enterprises.
Due to insurmountable factors such as its laser maintenance consumption and host power consumption, the market has shrunk significantly in recent years under the huge impact of fiber laser cutting machines.
YAG (solid state) laser cutting machine
Although the YAG solid-state laser cutting equipment has a low price and good stability, its energy efficiency is often less than 3%.
Due to their low output energy, most contemporary products have an output power of less than 800W and are primarily used for punching, spot welding, and thin plate cutting.
Its green laser beam can be used in pulsed or continuous wave applications with short wavelengths and good condensation characteristics, making it ideal for precision processing, particularly pulsed hole processing, as well as cutting, welding, and lithography.
Wavelength YAG solid-state laser cutting machine laser is not easily absorbed by non-metals, so it can not cut non-metallic materials.
YAG solid-state laser cutting machine needs to improve power stability and lifetime.
Need to develop high-capacity, long-life optically pumped excitation light source, semiconductor optical pumping can greatly improve energy efficiency.
The main advantage: It can cut aluminum, copper, and other non-ferrous materials that other laser cutting machines cannot cut.
The machine has low procurement cost, simple maintenance, and most of the key technologies have been mastered by domestic companies.
The cost of accessories and maintenance is minimal, the machine is easy to operate and maintain, and the work quality is low.
Main market positioning: cutting below 8mm.
Small and medium-sized businesses, as well as the bulk of users in sheet metal manufacture, home appliance manufacturing, kitchenware manufacturing, decoration, advertising, and other industries with moderate processing needs, mostly use it for self-use.
It may eventually replace traditional processing equipment, including wire cutting, CNC punching, water cutting, and low-power plasma, among other things.
Fiber laser cutting machine

Fiber laser cutting machine can transmit through fiber optic, which has unprecedented flexibility, few failure points, easy maintenance, and fast speed, and has great advantages in cutting thin plates within 4mm.
However, the quality is poor when cutting thick plates due to the wavelength of the solid laser.
Fiber laser cutting machines have a wavelength of 1.06m, which is not easily absorbed by non-metals. Hence they cannot cut non-metal materials.
Fiber lasers have a photoelectric conversion rate of up to 25%.
Fiber lasers have apparent advantages in terms of electric power usage and cooling system factors.
According to international safety standards, fiber lasers cause the most damage to the eyes because of their short wavelength.
For safety reasons, fiber laser processing needs to be performed in a fully enclosed environment.
As an emerging laser technology, fiber laser cutting machine is much less popular than CO2 laser cutting machine.
Main advantages: high photoelectric conversion rate; low power consumption; can cut stainless steel plate and carbon steel plate within 12mm, and is the fastest laser cutting machine among the three machines at present.
Because of its fine kerf and good spot quality, it can be used for fine cutting.
Main market positioning: cutting below 12mm, especially for high precision processing of thin plates.
It is designed primarily for manufacturers who require extremely high processing accuracy and efficiency.
Fiber laser cutting machines are expected to eventually replace most of the market for CO2 high-power laser cutting equipment once 5000W and higher lasers become available.
About how to choose fiber laser cutting machine, you can read this blog: How To Choose A Fiber Laser Cutting Machine.
Laser Cutting Methods
The three laser cutting methods are depicted in Figure 1.

Laser melt cutting
- In laser fusion cutting, the workpiece is partially melted, and the molten material is ejected through a stream of air. Because the material transfer occurs only in the liquid state, this process is called laser fusion cutting.
- The laser beam pushes the melted material out of the slit with a high purity inert cutting gas; the gas itself is not involved in the cut.
- Compared to vapor cutting, laser melting cutting allows for higher cutting speeds. The energy required for vaporization is usually higher than the energy required to melt the material. In laser fusion cutting, the laser beam is only partially absorbed.
- The maximal cutting speed improves as the laser power increases but drops as the plate thickness and melting temperature of the material increases. The limiting factors for a given laser power are the air pressure at the cutting kerf and the material’s thermal conductivity.
- Laser melting cutting produces an oxidation-free cut for ferrous materials and titanium. Steel materials produce a laser power density that melts but does not vaporize, with laser power densities between 104 W/cm2 and 105 W/cm2.
Laser flame cutting
In contrast to laser fusion cutting, laser flame cutting uses oxygen as the cutting gas.
The interaction of oxygen with the heated metal causes a chemical reaction that warms the material even more. For the same thickness of structural steel, higher cutting rates can be achieved with this method than with fusion cutting.
On the other hand, the kerf quality is lower than with fusion cutting.
A wider kerf, significant roughness, increased heat affected zone area, and poorer edge quality is produced.
Laser flame cutting has drawbacks when dealing with precision models and sharp corners (risk of burning off the sharp corners). A pulsed-mode laser can be used to limit the heat-affected zone.
The cutting speed is determined by the laser power employed. For a given laser power, the availability of oxygen and the material’s thermal conductivity are the limiting factors.
Laser vapor cutting
The material vaporizes at the cutting edge during laser vapor cutting, which requires extremely high laser power.
To prevent the material vapor from condensing on the slit walls, the thickness of the material must not significantly exceed the diameter of the laser beam, so the process is only suitable if the molten material is not emitted.
This method can only be used on a very limited range of iron-based alloys.
The process cannot be used for wood and certain ceramics, where thicker cuts usually occur.
- In laser vapor cutting, the optimal beam focus depends on the material thickness and beam quality.
- Laser power and vaporization heat affect the optimal focus position.
- For a particular plate thickness, the maximum cutting speed is inversely related to the material vaporization temperature.
- Depending on the material, cut depth, and beam focus position, a laser power density greater than 108 W/cm2 is required.
- At a particular plate thickness, The maximal cutting speed is restricted by the gas jet speed, assuming appropriate laser power.
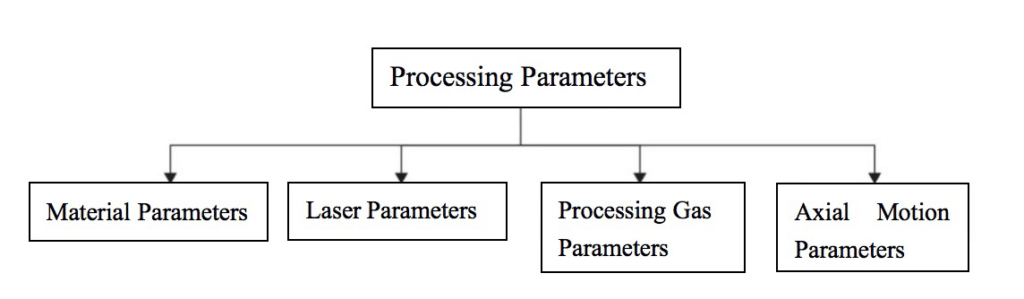
Laser Cutting Process
The interaction between the laser beam, the processing gas, and the workpiece is the process.
Figure 2 shows the processing parameters.
Cutting process
The laser must first heat the workpiece to the temperature required to melt and evaporate the material before cutting.
The cutting surface is a nearly vertical plane that absorbs laser energy and heats and melts it.
A stream of oxygen enters the slit in laser flame cutting to further heat the melting zone to a temperature near boiling point, and the resultant vaporization eliminates the material.
At the same time, the liquefied material is discharged from the lower part of the workpiece with the help of the heating gas.
The liquefied material is ejected with the gas in laser melting cutting, protecting the slit from oxidation.
A continuous slot is formed as the continuous melting zone slides in the cutting direction.
Many important activities in the laser cutting process take place in this zone. The examination of these activities provides crucial information regarding laser cutting, enabling for the computation of cutting speed and the explanation of how drawing line features form.
Material properties
The result of cutting on a workpiece may be a neat cut or, on the contrary, a rough edge or an overburn.
The most important factors affecting the quality of the cut are.
(1) Alloy composition
Alloy composition influences the strength, specific gravity, weldability, oxidation resistance, and acidity of the material.
Carbon, chromium, nickel, magnesium, and zinc are essential ingredients in ferrous alloy materials.
The harder it is to cut material with a high carbon content (the critical value is considered to be 0.8 percent carbon).
The following types of carbon steel can be cut well by laser. st 37-2, StW 22, DIN 1.203.
(2) Basic microstructure of the material
In general, the higher the quality of the cutting edge, the finer the particles that make up the substance.
(3) Surface quality and roughness
The cutting profile will be irregular with many fracture points if the surface is rusted or oxidized.
To cut corrugated boards, choose the cutting parameters for the maximum thickness.
(4) Surface treatment
The most common surface treatments are galvanizing, painting, anodizing, or covering with layered plastic film.
Sheets treated with zinc tend to have sluggishness at the edges.
In the case of painted boards, the quality of the cut depends on the composition of the painted product.
Plates coated with layered materials are very suitable for laser cutting.
For trouble-free operation of the capacitive detection and optimal adhesion of the layered coating (avoiding blisters), the layered edge must always be at the upper part of the cut part.
(5) Beam reflection
The way the beam is reflected on the workpiece surface depends on the substrate material, the surface roughness, and the finish.
High reflectivity can be found in aluminum alloys, copper, brass, and stainless steel sheets.
Special attention should be paid to adjusting the focal point position when cutting these materials.
(6) Thermal conductivity
When welding, materials with a low thermal conductivity require less power than materials with high thermal conductivity.
For example, for chromium-nickel alloy steel, less power is required than structural steel, and less heat absorption is generated during processing.
Because heat is transmitted away from the target point of the beam when welding, materials like copper, aluminum, and brass lose a considerable amount of the heat collected by the laser, making it more difficult to melt the material in the heat affected zone.
(7) Heat-affected zone
Laser flame cutting and laser fusion cutting cause material changes in the edge area of the cut material.
Regarding the relationship between the extent of the heat-affected zone and the thickness of the base material.
Some reference values are listed in Table 1.
| Material Thickness/mm | Heat-affected Zone/mm | ||
| St 37 | Carbon Steel | Aluminum | |
| 1 | 0.05 | 0.05 | 0.10 |
| 2 | 0.10 | 0.10 | 0.20 |
| 3 | 0.15 | 0.15 | 0.30 |
| 4 | 0.20 | 0.35 | 0.40 |
| 5 | 0.25 | 0.34 | 0.50 |
| 6 | 0.30 | 0.55 | 0.60 |
| 8 | 0.40 | 0.75 | 0.70 |
| 10 | 0.50 | 0.85 | —— |
| 12 | 0.60 | —— | —— |
It can be understood from the table:
- When processing low carbon or oxygen-free steel, quenching in the heat affected zone is reduced.
- The edge zone of high carbon steel (such as Ck60) will harden.
- Hard-rolled aluminum alloy’s heat-affected zone will be slightly softer than other components.
Laser cutting kerf evaluation analysis
Machinability of different materials
(1) Structural steel
Oxygen cutting can be used, but the cut edges will be slightly oxidized.
For plates with a thickness of 4 mm, high pressure cutting with nitrogen is suitable.
When machining complex contours and small holes (diameter less than the material thickness), the process should be pulsed to avoid cutting off sharp corners.
| Defect | Possible cause | Solution |
No burr, consistent traction line  |
Right power Suitable feed rate |
|
The bottom pull line is substantially offset, and the bottom cut is wider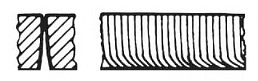 |
The feed rate is too highLaser power is too lowAir pressure is too lowFocus is too high | Reduce the feed rateIncrease laser powerIncrease air pressureLower focus |
The slag-like burrs on the bottom surface are drip-shaped and easy to remove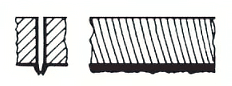 |
The feed rate is too highAir pressure is too lowFocus is too high | Reduce the feed rateIncrease air pressureLower focus |
Metal burrs that are linked can be removed as a whole |
Focus is too high | Lower focus |
It’s difficult to get rid of metal burrs on the bottom surface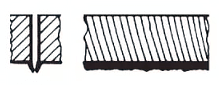 |
The feed rate is too high.Air pressure is too low.Impure gasFocus is too high | Reduce the feed rateIncrease air pressureUse purer gasLower focus |
Only one side has burrs  |
Incorrect nozzle alignment Defective nozzle |
Centering nozzle Change nozzle |
For cutting structural steel, the following points should be noted:
- The easier it is to overheat and quench the cutting edges, the higher the carbon content.
- Plates with higher alloy content are more difficult to cut than those with lower content.
- An oxidized or sandblasted surface will result in poorer cut quality.
- Residual heat on the plate’s surface hurts the cutting outcome.
- Better results can be obtained for plates thicker than 10 mm by employing customized laser electrodes and oiling the workpiece’s surface during the operation.
- To eliminate tension, it cuts only secondary treated steel plates.
To obtain structural steel with a clean cut surface must be done:
- Si ≤ 0.04%: Laser processing is preferred.
- Si < 0.25%: poor cutting quality in some cases.
- Si > 0.25%: unsuitable for laser cutting.
| Defect | Possible cause | Solution |
Material is discharged from above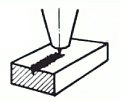 |
Power is too low Feed rate is too high |
Increase power Reduce the feed rate |
On both sides, the inclined surface cuts well, yet on both sides, it cuts poorly  |
The polarizing mirror isn’t right, and the installation isn’t right or functional. At the deflection mirror’s location, the polarizing mirror is mounted. | Check the polarizing mirrorCheck the deflection mirror |
Blue plasma, the workpiece is not cut through |
Processing gas error (N2) Feed rate is too high Power is too low |
Use oxygen as the processing gas Reduce the feed rate Increase power |
The cut surface is not precise  |
Air pressure is too high The nozzle is damaged The nozzle diameter is too large Bad material |
Reduce air pressure Replace nozzle Install the right nozzle Use a smooth surface Homogeneous material |
There are no burrs, and the traction line’s sloped incision narrows near the bottom |
Feed rate is too high | Reduce the feed rate |
Crater |
Air pressure is too high Feed rate is too low Focus is too high Rust on the surface of the sheet Overheated workpiece Impure material |
Reduce air pressure Increase the feed rate Lower focus Use better quality material |
The very rough cut surface |
Focus is too high Air pressure is too high Feed rate is too low Material is too hot |
Lower focus Reduce air pressure Increase the feed rate Cooling material |
Several key parameters affecting the process
N1 gas parameters
- Gas types: nitrogen, oxygen, and compressed air
- Purity of the gas. Generally between 99.99% and 99.999% air pressure.
- The maximum air pressure is 5 bar for low pressure cutting and 20 bar between the nozzle and the plate for high pressure cutting.
- It’s best to keep the distance between the nozzle aperture and the workpiece surface as short as possible.
- The stronger the actual airflow into the incision, the shorter the distance.
- Typically, this gap is between 0.5 and 1.5 mm.
(2) Stainless steel
- Oxygen cutting is used when edge oxidation is negligible.
- A cutting speed equal to or greater than oxygen cutting can be reached by combining high power with high pressure nitrogen.
- When using nitrogen for stainless steel above 4mm, the focus position needs to be reset, and the speed reduced to reduce the appearance of burrs.
- For thick plates above 5 mm, oxygen cutting is suitable. At the same time, the feed speed must be reduced, and the laser pulse mode must be used.
- The same nozzle height must be utilized for both piercing and cutting.
Stainless steel: cut with high nitrogen pressure
| Defect | Possible cause | Solution |
Produces tiny regular burrs 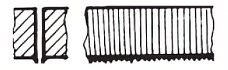 |
Focus is too low Feed rate is too high |
Raise focus Reduce the feed rate |
Long irregular filament-like burrs appear on both sides, and the huge plate’s surface is tarnished.  |
Feed rate is too low Focus is too high Air pressure is too low Material is too hot |
Increase the feed rate Lower focus Increase air pressure Cooling material |
Only one side of the cutting edge produces lengthy, uneven burrs. 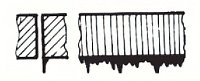 |
The nozzle is not centered Focus is too high Air pressure is too low Speedis too low |
Centering nozzle Lower focus Increase air pressure Accelerate |
| Yellow cutting edges | Nitrogen contains oxygen impurities | Use good quality nitrogen |
Plasma is generated on a straight section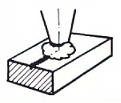 |
Feed rate is too high Power is too low Focus is too low |
Reduce the feed rate Increase power Raise focus |
| Beam divergence | Feed rate is too high Power is too low Focus is too low |
Reduce the feed rate Increase power Raise focus |
| Plasma at the corner | Angle tolerance is too high Modulation too high Acceleration too high |
Reduce angle tolerance Reduce modulation or acceleration |
| The beam diverges at the beginning | Acceleration too high Focus is too low The molten material failed to discharge |
Decrease acceleration Raise focus Pierced hole |
| Rough cut | The nozzle is damaged The lens is dirty |
Replace the nozzle to clean the lens, replace if necessary |
Material is discharged from above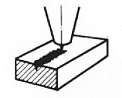 |
Power is too low Feed rate is too large Air pressure is too high |
Increase power Reduce the feed rate Reduce air pressure |
(3) Aluminum
Aluminum and its alloys are more suitable for cutting in continuous mode.
N2 Laser Power
The continuous or pulsed mode can be selected. Continuous mode is generally used for routine and fast cutting operations.
The pulsed mode is used for high-precision cutting operations with strict requirements on the end face, and its speed is significantly slower than the continuous mode.
- The cutting surface is rough and hard when cutting with oxygen, and only a small flame is formed, which is difficult to extinguish.
- When cutting with nitrogen, the cutting surface is smooth. In addition, when processing plates smaller than 3 mm, an almost burr-free kerf can be obtained by optimal adjustment. In contrast, burrs that are difficult to remove can occur for thicker plates.
- The purity of pure aluminum is very high, so it is difficult to cut.
- The easier it is to cut the material, the higher the alloy content.
Note: Aluminum should be cut only if a “reflection absorption” device is installed on the system. Otherwise, it will damage the optical components.
Aluminum alloy: cut with N2 high pressure
| Defect | Possible cause | Solution |
Long, irregular filamentous burrs on both sides are tough to remove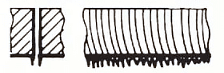 |
Focus is too high Air pressure is too low Feed rate is too low |
Lower focus Increase air pressure Increase the feed rate |
Long irregular burrs on both sides. It can be removed manually |
Feed rate is too low | Increase the feed rate |
| Rough cut | The nozzle diameter is too large The nozzle is damaged Air pressure is too high |
Install the right nozzle Replace nozzle Reduce air pressure |
Burrs are fine and frequent, and they’re difficult to get rid of.  |
Focus is too low Feed rate is too high |
Raise focus Reduce the feed rate |
| Plasma is generated on a straight section | Feed rate is too high Focus is too low |
Reduce the feed rate Raise focus |
| Beam divergence | Feed rate is too high | Reduce the feed rate |
| Plasma at the corner | Angle tolerance is too high Modulation too high Acceleration too high |
Reduce angle tolerance Reduce modulation or acceleration |
| The beam diverges at the beginning | Approach speed is too high Focus is too low |
Reduce approach speed Raise focus |
| Rough cut | The nozzle is damaged | Replace nozzle |
Material is discharged from above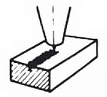 |
Power is too low Feed rate is too large |
Increase power Reduce the feed rate |
(4) Titanium
Other parameters can be discovered in nickel-chromium steel, cut with argon and nitrogen as process gases.
(5) Copper and brass
- Both materials have excellent thermal conductivity and great reflectivity.
- Brass with thickness up to 1mm can be cut with nitrogen.
- For the processing of copper with a thickness of less than 2 mm, oxygen gas must be used. Copper and brass must be cut using a “reflection absorption” device fitted on the system; otherwise, the optical components will be damaged.
(6) Synthetic materials
Cutting speed
The cutting speed can reach the maximum value of the provided value when processing straight contours.
The cutting speed is automatically adjusted downward to ensure good processing quality when processing curved contours or corners.
Also, it is related to laser power.
In general, the faster the processing speed, the higher the laser power.
When cutting synthetic materials, keep in mind the dangers of cutting and the potential for toxic compounds to be released.
The synthetic materials that can be processed are thermoplastics, thermosets, and synthetic rubber.
Processing PVC or polyethylene with a laser cutter is prohibited because of the toxic gases emitted.
Water cutting is preferred for these two materials.
Lasers can be used to cut acrylic glass.
Nitrogen can be used as a processing gas. However, the pressure must be less than 0.5 bar to provide a smooth cutting surface.
(7) Organics
Lasers can be used to cut acrylic glass. The processing gas is nitrogen. However, the air pressure must be less than 0.5 bar to achieve a smooth cutting surface.
All organics cutting is a fire hazard (nitrogen as process gas, compressed air can also be used as process gas).
Wood, leather, cardboard, and paper can all be laser cut. The cut edges will be burnt (brown).
The higher the feed rate, the lower the degree of carbonization.
Because the composition of each layer of glue changes depending on its type and type, there is no guarantee of a clean cut while processing plywood.
Conclusion
Laser cutting is becoming more and more important in the processing industry as the power of lasers increases.
If you need a laser cutting machine and think laser cutting is a good fit for your processing needs, please contact our experts to discuss your requirements.