In the metal processing industry, fiber laser cutting machines remain the undisputed leader, and mastering auxiliary gas selection, cutting quality optimization, gas cost reduction, and mixed gas application has become the core competency for fabricators aiming to boost efficiency and profitability.
To process high-quality workpieces consistently, auxiliary gas is the most critical parameter in laser cutting process tuning.
Its type, purity, pressure, and flow rate directly determine cut edge finish, dross formation, processing speed, and operational cost.
Usage requirements vary dramatically by material grade, sheet thickness, laser power, and industry standards.
This is especially true amid 2026’s rapid evolution in high-power fiber lasers, intelligent gas mixing, and green manufacturing.
Below, we reveal the 9 ultimate secrets to help you master auxiliary gas for superior laser cutting quality and maximum savings in 2026.
Secret 1: Understand the 5 Core Roles of Auxiliary Gas (The Foundation of Success)
Newcomers to laser cutting often underestimate the importance of auxiliary gas.
But 2026 industry data confirms that auxiliary gas selection accounts for 35% of overall cutting quality and 20–40% of variable processing costs.
Its functions have expanded far beyond basic assistance to become a true pillar of intelligent manufacturing.
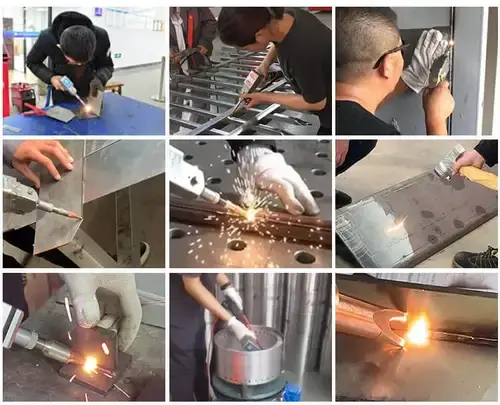
Efficient Slag Removal & Cut Quality Assurance
High-velocity coaxial auxiliary gas blows molten metal and slag out of the kerf.
This eliminates back-burrs and surface adhesion, which are common pain points in traditional cutting.
Optimized auxiliary gas usage reduces post-processing grinding time by 60–80%.
This directly lifts workshop throughput and lowers labor costs for fabricators.
Thermal Control & Heat-Affected Zone (HAZ) Minimization
Auxiliary gas cools the cutting zone and workpiece in real time.
It narrows the heat-affected zone (HAZ) and preserves the mechanical properties of the material.
For thin automotive sheets, precise auxiliary gas control cuts HAZ width by up to 50%.
This helps manufacturers meet 2026 auto manufacturing’s strict high-strength steel standards.
Atmosphere Protection & Anti-Oxidation Performance
Inert auxiliary gas such as nitrogen and argon creates a protective atmosphere around the cut.
This prevents edge oxidation and discoloration during laser cutting.
It is especially critical for high-end kitchenware, aerospace, and medical device industries.
Stabilize Laser Beam & Improve Energy Absorption
Auxiliary gas helps maintain beam stability and improves material absorption of laser energy.
A stable beam ensures consistent kerf width and dimensional accuracy across long production runs.
This is particularly important for high-power laser cutting systems above 12kW.
Extend Machine Life & Reduce Maintenance
Clean, dry auxiliary gas protects the laser head, protective lenses, and nozzles.
It reduces contamination, oil mist, and dust buildup inside the machine.
Proper auxiliary gas management can extend lens life by 3–5 times and lower maintenance frequency.
Secret 2: Base Your Choice on 2025 Market Data & Consumption Trends
The global laser cutting market continues to expand rapidly, driving strong demand for optimized auxiliary gas solutions.
Supported by a fiber laser cutting machine market projected to exceed $9.5 billion by 2026, the auxiliary gas sector is booming with clear structural trends.
Market Size & Growth
Global auxiliary gas revenue for laser cutting reached approximately 6.72 billion RMB in 2025.
The 2026–2032 CAGR is estimated at 5.8%, reaching 9.86 billion RMB by 2032.
China’s market will surpass 6.2 billion RMB in 2026, with domestic high-purity gas products reaching 62% localization.
Consumption Structure
The global consumption structure for laser cutting auxiliary gas in 2026 is as follows:
- Nitrogen: 43%
- Oxygen: 27%
- Compressed air: 19%
- Argon & gas mixtures: 11%
Mixed gas shows the fastest growth, with a 28% CAGR in 2026.
Cost Pressure
Bulk nitrogen prices rose 9–13% year-on-year in early 2026.
This has forced fabricators to prioritize auxiliary gas cost reduction.
Solutions such as on-site generators and mixed gas have become mainstream strategies.
Technology Trends
Three major trends are reshaping auxiliary gas for laser cutting in 2026:
- Low-pressure mixed gas technology
- AI adaptive gas control systems
- Helium-free high-performance inert mixtures
These innovations are making laser cutting more efficient, stable, and cost-effective.
Secret 3: Use Compressed Air for Thin Sheets (The #1 Trick for Low-Cost Cutting)
Compressed air is the most cost-effective auxiliary gas and leads gas cost reduction in 2026.
Composed of about 78% nitrogen, 21% oxygen, and trace gases, it is produced through air compression, filtration, cooling, and drying.
Its raw material cost is nearly zero.
2026 Applications
Compressed air dominates thin-sheet laser cutting (≤3mm) for:
- Carbon steel
- Aluminum
- Aluminum alloy
- Brass
- Plated steel
About 68% of thin-plate job shops use compressed air as their primary auxiliary gas.
Process Features
Compressed air melts metal with laser energy and blows away melt at high pressure.
It forms a thin, uniform oxide layer on the cut surface.
Cutting speed is slightly lower than pure oxygen but 30% higher than nitrogen for thin sheets.
Critical Rule
Three-in-one purification (water, oil, dust removal) is mandatory.
2026 industry standards require:
- Pressure dew point ≤ -40°C
- Oil content ≤ 0.01mg/m³
This prevents lens contamination and ensures stable laser cutting.
Secret 4: Oxygen Is Non-Negotiable for Thick Carbon Steel (Maximize Speed)
Oxygen is a reactive, exothermic auxiliary gas and is irreplaceable for thick-plate high-efficiency laser cutting.
It remains central to auxiliary gas selection for heavy industry.
Key Advantage
Oxidation during cutting releases extra heat, supporting faster material removal.
For thick carbon steel, cutting speed is 30–50% faster than with nitrogen.
Oxygen also improves beam absorption for reflective materials.
Applications
Oxygen is widely used for:
- Thick carbon steel (≥6mm)
- Low-alloy steel
- Shipbuilding plates
- Construction steel
It is ideal for structural parts with no strict surface finish requirements.
2026 Data
12kW+ fiber laser cutting machines cut 20mm carbon steel at 1.8–2.2m/min with oxygen.
With nitrogen, the speed is only 0.9–1.1m/min.
This means oxygen nearly doubles processing efficiency.
Tradeoff
A black oxide film forms on the cut edge.
High-end applications may require post-pickling or surface treatment.
Secret 5: High-Purity Nitrogen Guarantees Mirror-Finish Cuts (Superior Quality)
High-purity nitrogen is the gold-standard auxiliary gas for high-quality laser cutting.
It is the top choice for cutting quality optimization in 2026’s high-end manufacturing.
As a chemically inert gas, it prevents oxidation and produces bright, oxide-free edges.
2026 Purity Standard
For laser cutting, the required purity levels are:
- Minimum 99.99% for thin stainless steel
- 99.999% for thick plates (>8mm) and medical parts
Lower purity will lead to yellowing, burrs, and poor edge quality.
Applications
Nitrogen is widely used for laser cutting of:
- Stainless steel
- Galvanized steel
- Brass
- Aluminum
- Copper
Major industries include kitchenware, elevators, aerospace, and new energy enclosures.
Cost Solution
To reduce auxiliary gas expenses, 74% of fabricators now use on-site PSA nitrogen generators.
These systems cut gas costs by 50–70% compared to bottled or bulk supply.
Secret 6: Argon Only for Special Alloys (Protect High-Value Materials)
Argon is a high-purity inert auxiliary gas designed for special alloy laser cutting.
It offers exceptional stability but comes with a higher cost.
Applications
Argon is mainly used for laser cutting of:
- Titanium alloy
- Zirconium alloy
- High-temperature alloys
These materials are widely used in aerospace and aviation.
Argon prevents embrittlement, discoloration, and material degradation.
Golden Rule
Argon costs 3–5 times more than nitrogen.
It should only be used for high-value parts to balance quality and expense.
For standard materials, nitrogen or mixed gas is a more economical auxiliary gas.
A high-purity inert gas, argon is designed for 2025’s special alloy cutting, with stable performance and higher cost.-
-
-
- Applications: Titanium alloy, zirconium alloy, and high-temperature alloys in aerospace and aviation; prevents embrittlement and discoloration.
- Golden Rule: Cost is 3–5 times that of nitrogen; only used for high-value parts to balance quality and expense.
-
-
Secret 7: Adopt Mixed Gas Technology (The 2025 Game-Changer)
The biggest breakthrough in auxiliary gas for 2026 is mixed gas technology.
Common mixtures include nitrogen+oxygen and nitrogen+air.
This solves the long-standing tradeoff between quality and cost in laser cutting.
It has become a core part of modern auxiliary gas selection.
Low-Pressure Nitrogen Mixed Flow Tech
This advanced method cuts nitrogen consumption by 75% compared to pure nitrogen.
A purity level of 84–98% is sufficient to meet medium-thick plate quality requirements.
This drastically lowers auxiliary gas cost while maintaining finish quality.
Carbon Steel Mixed Cutting
For laser cutting of medium-thick carbon steel:
- Efficiency is 2.5x higher than oxygen
- Cost is 70% lower than pure nitrogen
10kW+ lasers are the main users of this technology.
Intelligent Mixers
Leading equipment brands now provide real-time ratio control systems.
AI automatically adjusts the auxiliary gas mix based on material and thickness.
This fully unlocks the potential of mixed gas in industrial laser cutting.
The biggest 2025 breakthrough is mixed gas application (nitrogen+oxygen, nitrogen+air), solving the tradeoff between quality and cost—now a core part of auxiliary gas selection.-
-
-
-
- Low-Pressure Nitrogen Mixed Flow Tech: Cuts nitrogen consumption by 75% vs. pure nitrogen; 84–98% purity meets medium-thick plate quality.
- Carbon Steel Mixed Cutting: Efficiency 2.5x higher than oxygen, cost 70% lower than pure nitrogen; 10kW+ lasers dominate this segment.
- Intelligent Mixers: Leading brands offer real-time ratio control; AI adjusts gas mix by material/thickness, fully enabling mixed gas application.
-
-
-
Secret 8: Follow the 2025 Data-Driven Selection Flowchart
For consistent results and maximum efficiency in 2026, use this proven, data-driven auxiliary gas selection flowchart.
It unifies auxiliary gas choice, laser cutting quality optimization, gas cost reduction, and mixed gas application into one simple, actionable framework.
Carbon Steel
- Carbon steel ≤3mm: Compressed air for best gas cost reduction
- Carbon steel 4–20mm: Oxygen for highest efficiency
- Carbon steel >20mm: Mixed gas for balanced cost and quality
Stainless Steel
- Stainless steel ≤8mm: 99.99% high-purity nitrogen
- Stainless steel >8mm: Ultra-high-purity nitrogen or mixed gas
Special Alloys & Requirements
- Titanium alloy: Argon (non-negotiable for quality)
- High-brightness/oxidation-free: Nitrogen or argon
- Cost-sensitive thin sheets: Compressed air
- ≥12kW laser cutting: Mixed gas for high-power stability
This flowchart eliminates guesswork and standardizes operations.
It helps your team achieve reliable, repeatable results in every laser cutting job.
For consistent results and maximum efficiency in 2025, use this proven, data-driven selection flowchart. It unifies auxiliary gas choice, cutting quality optimization, gas cost reduction, and mixed gas application into one simple, actionable framework.-
-
-
-
-
- Carbon steel ≤3mm: Compressed air is the top choice for best gas cost reduction, with stable performance and low operating expenses.
- Carbon steel 4–20mm: Oxygen delivers the highest efficiency and speed for clean, fast cutting.
- Carbon steel >20mm: Mixed gas provides an ideal balance of cost efficiency and edge quality.
- Stainless steel ≤8mm: 99.99% high-purity nitrogen ensures smooth, oxide-free edges.
- Stainless steel >8mm: Ultra-high-purity nitrogen or optimized mixed gas for superior cutting quality.
- Titanium alloy: Argon is non-negotiable for preventing oxidation and ensuring premium quality.
- High-brightness/oxidation-free: Nitrogen or argon for cutting quality optimization.
- Cost-sensitive thin sheets: Compressed air for maximum cost savings.
- ≥12kW lasers: Mixed gas is the top solution for advanced mixed gas application and high-power stability.
-
-
-
-
This flowchart eliminates guesswork, standardizes operations, and helps your team achieve reliable, repeatable results every time.
Secret 9: Implement 5 Best Practices for Long-Term Success
To ensure consistent, high-quality laser cutting and long-term cost savings, implementing these 5 best practices for auxiliary gas management is non-negotiable.
They turn basic gas setup into a strategic advantage for fabricators.
Strict Purity Control
Even tiny impurities can severely reduce cutting quality.
A mere 0.1% impurity in auxiliary gas can reduce precision and edge quality by up to 30%.
Always follow material-specific purity standards to avoid burrs, discoloration, and rework.
Optimize Pressure & Flow
Auxiliary gas pressure and flow are not one-size-fits-all.
- Thin sheets (0.5–3mm): 0.1–0.3MPa to avoid distortion
- Thick plates (10–50mm): 1.0–2.0MPa to expel molten material
Always adjust flow rates together with pressure for optimal laser cutting.
Maintain Air Compressors
Regular maintenance keeps auxiliary gas clean and stable.
- Daily: Water drainage
- Weekly: Filter checks
- Quarterly: Purification system verification
This prevents moisture and oil from damaging lenses and nozzles.
On-Site Gas Generation
For high-volume manufacturers, on-site auxiliary gas generation is a game-changer.
PSA nitrogen generators save 50–70% on annual gas expenses.
They eliminate delivery delays and cylinder handling risks.
AI Adaptive Control
Modern 2026 laser cutting systems integrate AI-driven adaptive auxiliary gas control.
Sensors monitor conditions in real time and automatically adjust pressure, flow, and mixture.
This reduces gas consumption by 15–20% while maintaining peak cutting quality.
Conclusion
These 9 ultimate secrets transform auxiliary gas selection from a basic setup into a strategic tool.
They deliver superior laser cutting quality, higher efficiency, and maximum savings in 2026.
As fiber laser power continues to rise, mixed-gas technology matures, and intelligent auxiliary gas control becomes standard in smart factories, mastering these rules will give fabricators a clear competitive edge.
By choosing the right auxiliary gas, optimizing pressure, and matching parameters to material and thickness, manufacturers can achieve cleaner edges, less waste, faster processing, and lower operational costs.
In an industry driven by precision and sustainability, smart auxiliary gas management is no longer optional.
It is essential for staying efficient, reliable, and ahead in modern laser cutting and metal fabrication.