Surface coating technology is the most important and basic means to protect machinery and equipment and related important parts from surface corrosion, wear, and other failures. Although traditional coating preparation techniques such as electroplating, thermal spraying, and overlay welding are used in many applications in various industrial fields, they have their limitations. Although laser cladding technology is very promising due to its clean and green characteristics and excellent coating quality, the low powder utilization rate, low overall processing efficiency, and low precision of the coating and its parts have limited the large-scale application of traditional laser cladding technology.
Origin of Ultra High Speed Laser Cladding Technology
Ultra High Speed Laser Cladding, abbreviated as EHLA in German and Extreme High Speed Cladding in English, is a process developed by Fraunhofer ILT (Germany) to repair coated metal parts.
As an incubator of Fraunhofer ILT, Aachen United Technologies has taken the lead in introducing the technology of ultra-high speed laser cladding to the Chinese market and has been working closely with Fraunhofer ILT to upgrade the technology industrialization of ultra-high speed laser cladding, continuously improving the process level and enhance the functionality of its core components, such as the durability of powder feeding nozzle, powder feeding accuracy, high powder feeding volume, powder utilization rate, etc.

How Ultra High Speed Laser Cladding Machine Works
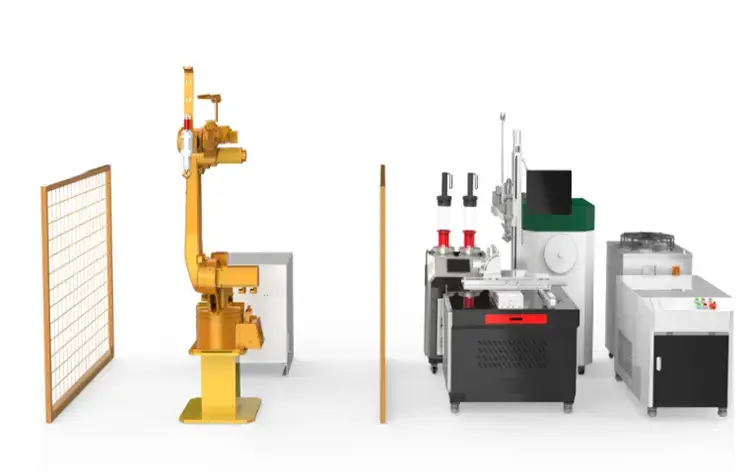
The ultra high speed laser cladding equipment comprises fiber laser emitter, powder feeder, laser cladding head, gas supply system, cooling system, industrial robot, and high precision high speed machine tool. The fiber laser generator provides stable laser output and the required heat for the melting process; the powder feeder controls the uniform delivery of powder to the melting pool area to provide filling material; the laser cladding head is the core part of the whole equipment, integrating the laser input from the fiber laser and the powder supplied by the powder feeder to achieve a coaxial output of laser and powder. The gas supply system provides power for the powder feeder to ensure continuous and stable powder feeding and a protective gas for the laser cladding head optical system to prevent dust contamination of the combination lens that can affect the laser energy input.
The industrial robot can carry the laser cladding head to move freely in space. The robot can be controlled by CNC programming technology, improving the processing accuracy and flexibility of laser cladding and meeting the demand of complex flat surface processing. High-precision high-speed machine tools can clamp the processing parts in space displacement under the control of the CNC programming system to achieve high-speed movement and position transformation of the workpiece.

The two outstanding technical features of ultra-high-speed laser cladding are high efficiency and high precision, which mainly rely on the motion mechanism of the whole set of cladding equipment to ensure.
On the one hand, using CNC machine tools as the workpiece moving mechanism can ensure that the workpiece and the heat source can move at high speed, thus obtaining high processing efficiency.
On the other hand, the accessibility and directionality of the laser beam flow are good, thus ensuring the accuracy of the processing.
However, laser cladding heat radiation is very sensitive to changes in distance, and the change in distance from the laser cladding head to the workpiece surface directly determines the quality of the prepared coating. Especially when coating complex surfaces, although the control accuracy of ordinary CNC machine tools can meet processing accuracy requirements, the programming operation of CNC machine tools is not convenient enough. To further simplify the programming control, a programmed CNC robot can be used as the laser cladding head moving mechanism, thus realizing flexible processing, improving processing accuracy, and ensuring the quality of coating preparation for complex workpieces.

Ultra High Speed Laser Cladding vs. Conventional Laser Cladding
With conventional laser cladding, most of the heat is lost due to absorption by the substrate during processing. In contrast, the processing speed is slow, easily leading to processing defects such as insufficient particle melting and porosity inclusions. Therefore, laser remelting of the coating is generally required after the laser processing is completed to eliminate the defects generated inside the coating.

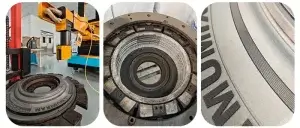
Ultra high speed laser cladding has a high heat utilization rate, and the prepared coating is almost free of defects such as holes and cracks inside and has a good surface finish. Therefore, the coatings prepared by ultra-high-speed laser cladding technology can be directly followed by grinding and polishing finishing without the need for roughing treatment, with high material utilization and low processing cost, which can meet the many needs of high-end equipment surface strengthening and functionalization, and are suitable for engineering promotion and application.
The ZG-CW series of intelligent laser cladding additive manufacturing equipment can be customized according to the actual needs of customers. ZG-CW not only has an exquisite industrial design appearance, but also the price and cost are controlled in the middle and low range, which is suitable for batch and lean manufacturing. In addition, the laser can be freely configured, the main components are all self-made, the system is highly integrated, coupled with special customized software, a variety of process packages and accessories, can fully meet the general needs of the market.