7 Powerful Tips for Shielding Gas in High-Power Laser Welding to Improve Weld Quality
Acilly Xiong
on
Table of Contents
Unleash Laser Welding Potential With Optimized Shielding Gas
This article shares 7 practical tips for using shielding gas in high-power laser welding to ensure stable process and significantly improve weld quality. Learn how to optimize shielding gas for better results in laser welding applications.
In modern precision manufacturing, laser welding has become a key process for joining metal components with high efficiency and reliability. During operation, appropriate auxiliary gases are widely used to stabilize the process and protect optical parts from contamination.
Depending on the application, process gases can be divided into three categories:
High-power systems use a focused laser beam to melt and fuse workpieces. Under extreme heat, metal vaporizes and forms a plasma cloud that can absorb and scatter laser energy, reducing process stability and consistency.
A properly selected gas suppresses plasma interference, isolates the molten pool from air, and reduces oxidation and spatter. This directly supports a smooth weld surface and stable forming results.
Function of The Shielding Gas
In welding operations, gas selection affects bead shape, penetration, and overall stability. Proper use delivers clear benefits:
Positive effects
Protecting the molten pool and reducing oxidation
Lowering spatter during processing
Promoting uniform solidification for an aesthetic weld surface
Weakening the shielding effect of plasma and improving laser efficiency
Reducing porosity in the finished weld
On the other hand, improper gas selection or delivery can negatively affect results: degrading surface appearance, causing cracks, increasing brittleness, worsening oxidation, disturbing the melt pool, or reducing penetration, especially on thin materials.
Negative effects
Wrong gas selection degrades surface finish and weld quality.
Inappropriate gas supply causes weld cracking and weakens mechanical properties.
Improper gas flow (too high or too low) worsens oxidation or disturbs the melt pool.
Poor gas delivery fails to protect the weld or disrupts bead formation.
Uncontrolled gas application can reduce penetration, especially in thin‑sheet welding.
Types of Shielding Gas
The three most widely used gases are N₂, He, and Ar. Each has unique properties that change gas behavior and quality.
Nitrogen (N₂)
N₂ has moderate ionization energy and can reduce plasma formation. However, it may form nitrides with carbon steel and aluminum, harming mechanical performance. It is more suitable for stainless steel.
Argon (Ar)
Argon is low-cost, chemically inert, and high in density, allowing it to cover the weld pool effectively. It is widely used as a general-purpose shielding solution.
Helium (He)
Helium provides excellent plasma suppression thanks to its high ionization energy, making it ideal for demanding applications. Its high cost limits use to high-end manufacturing and research.
The Way of Blowing Shielding Gas
Effective gas supply is critical for process stability and forming quality, especially in advanced thermal beam processing. Two dominant methods are used:
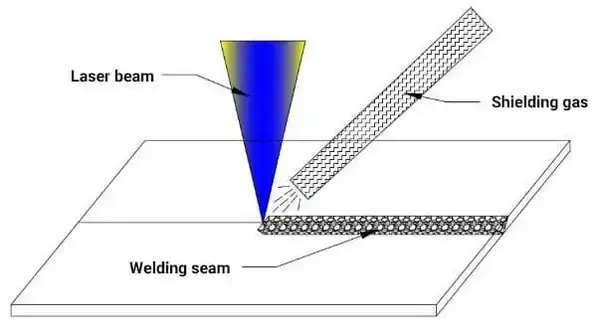
Side‑axis / side‑blown gas supply, as shown in Figure 1
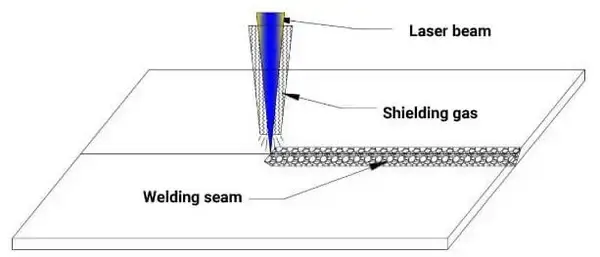
Coaxial gas supply, as shown in Figure 2
Figure 1 Side axis side blowing shielding gasFigure 2 Coaxial shielding gas
Protective Gas Blowing Mode Selection Principles
Weld “oxidation” refers to reactions between hot metal and oxygen, nitrogen, or hydrogen that destroy quality.
For example, titanium alloys absorb hydrogen above 300°C, oxygen above 450°C, and nitrogen above 600°C. Full gas coverage is mandatory to preserve quality in such welding tasks.
Side‑axis blowing provides broader protection for solidifying welds, making it preferred for many applications.
The Choice of a Specific Blowing Method for Shielding Gas
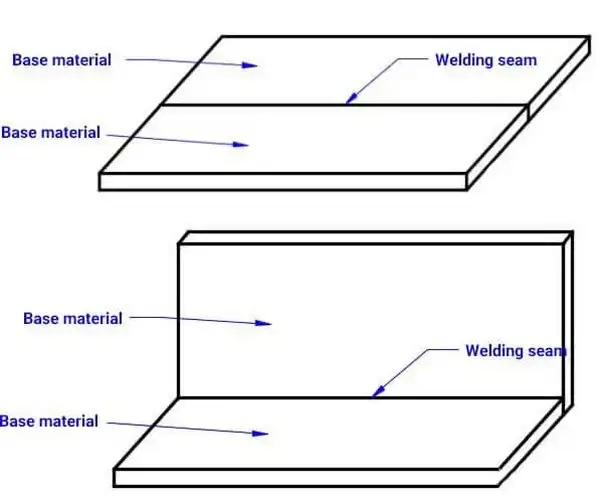
Straight line welding seam
Use side‑axis gas for better coverage, as shown in Figure 3.
Figure 3 Straight weld seam
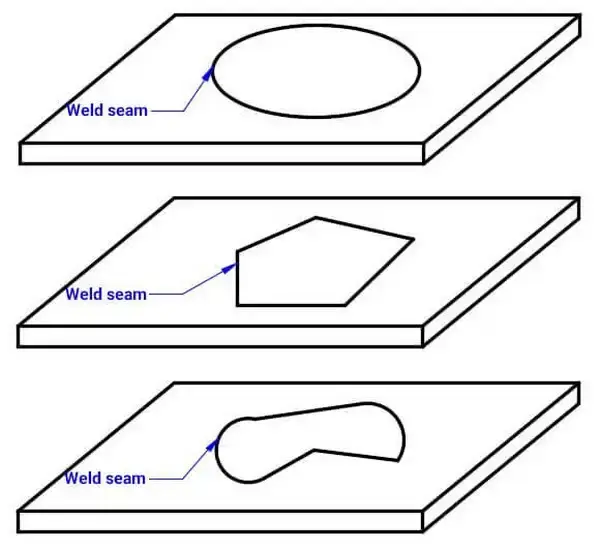
Planar closed graphical welds(circles, polygons):
Prefer coaxial gas for uniform protection, as shown in Figure 4.
.
Figure 4 Planar closed pattern welds
Gas Effect on Weld Morphology
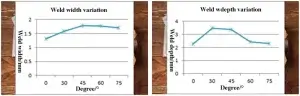
Experiments show that blowing angle and flow rate strongly influence penetration and bead width. Under fixed parameters, penetration reaches a maximum near a 30° angle, while width increases with angle up to about 45°, as shown in Figure 5.
Figure 5 Effect of different blowing methods on weld penetration and width
Analysis of The Results
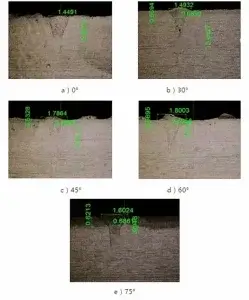
At 0° or angles above 45°, penetration tends to decrease significantly. These results help engineers fine-tune setup to achieve the desired weld profile and depth, as shown in Figure 6.
Figure 6 Weld seam morphology with different blowing angles
Conclusion
With the rapid development of metal joining technology, reasonable gas configuration remains essential for stable and repeatable processing. By optimizing type, flow, angle, and delivery method according to material and application requirements, manufacturers can achieve consistent performance and meet high-quality production demands.
Hi, I am the author of the website and also a laser equipment engineer, if you have any questions about industrial lasers, please contact me by clicking the link below