
Laser Cladding Overview
Laser cladding refers to a process using different filler approaches on the surface area of the coated substrate to position selected finish materials. It melts a thin layer on the surface of the substrate after being irradiated by the laser. It rapidly strengthens to form a surface coating with incredibly low dilution and metallurgical bonding with the substrate material, thus considerably enhancing the surface area’s wear resistance, corrosion resistance, heat resistance, oxidation resistance, and electrical homes on the base product.
Laser cladding is a brand-new technology with high economic performance, which can prepare high-performance alloy surface areas on low-cost metal substrates without impacting the properties of the substrate, reducing costs and saving precious and rare metal products.
The lasers used in laser cladding are primarily CO2 and solid-state lasers, consisting of disc lasers, fiber lasers, and diode lasers.

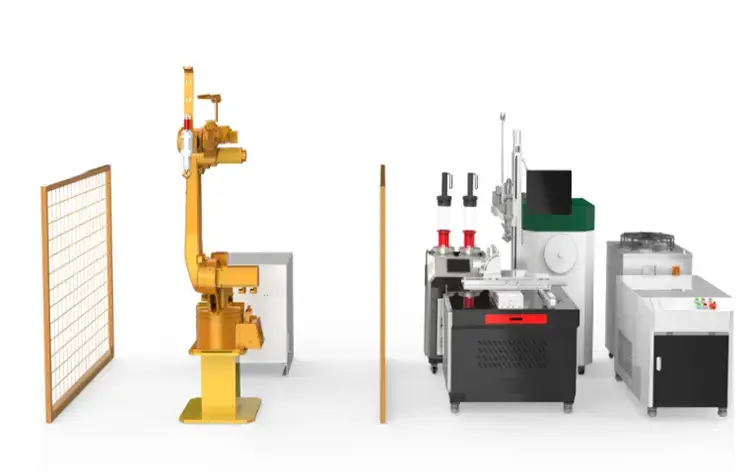
How Does it Work?
Process Characteristics of Laser Cladding
According to the various powder feeding procedures, laser cladding can be divided into powder predetermined and concurrent powder feeding.
The two approaches are similar, synchronous powder feeding has the advantages of easy automation and control, high laser energy absorption, no internal porosity, especially for cladding metal ceramics, which can considerably improve the anti-cracking homes of the cladding layer, so that the challenging ceramic stage can be evenly distributed in the cladding layer and so on.
Laser Cladding Has The Following Qualities
- Quick cooling rate (up to 106K/s), coming from the rapid solidification process, it is easy to get a great crystalline organization or produce brand-new phases that the equilibrium state can not acquire, such as non-stationary stage and amorphous form, etc.
- Low finishing dilution rate (generally less than 5%), and the substrate was securely metallurgical bond or interfacial diffusion bond, through the change of the laser procedure specifications, it can get an excellent finishing with low dilution rate, and the finish composition and dilution degree can be managed.
- Smaller sized heat input and distortion, mainly when high power density fast cladding is utilized, and distortion can be lowered to within the assembly tolerances of the part.
- There are nearly no limitations on the choice of powder, particularly for depositing high melting point alloys on the surface of low melting point metals;
- The thickness variation of the cladding layer is big, and the thickness of the single-channel powder feed covering is 0.2 ~ 2.0 mm.
- It makes it possible for selective deposition with low product consumption and has an excellent performance-to-price ratio.
- Beam aiming can fuse inaccessible locations.
- The procedure is simple to automate.
It is very suitable for the wear and tears repair work of typical using parts in oil fields.
Between Laser Cladding and Laser Alloying: Distinctions and Resemblances
Both laser cladding and laser alloying use the rapid melting procedure produced by a high-energy density laser beam to form an alloy cladding layer on the surface of the substrate that is fused with the substrate and has various structures and properties.
The two procedures are similar however are fundamentally different, with the main differences being as follows:
(1) The total melting of the cladding product in the laser cladding procedure with a fragile matrix melting layer makes it have minimal impact on the cladding structure.
The laser alloying add alloying aspects to the surface area of the base product in the molten composite layer. The purpose is to form a new alloy layer based upon the base material.
(2) Laser cladding is not essentially using the molten metal of the substrate’s surface layer as a solvent; however, instead of melting the otherwise configured alloy powder to make it the subject alloy of the cladding layer.
At the same time, the matrix alloy likewise has a thin layer of melting, with the formation of a metallurgical bond.
Laser cladding for the preparation of brand-new products is a crucial basis for the repair and remanufacturing of unsuccessful parts under severe conditions and the direct manufacture of metal parts and has received significant attention from the clinical community and businesses all over the world.
Assessment of The Result of Laser Melting
- The main reason laser cladding technology has not yet been industrialized in China is the instability of the quality of the cladding layer. In the laser cladding procedure, due to the difference in temperature level gradient and thermal growth coefficient between the cladding layer and the base material, numerous defects may happen in the cladding layer, consisting of porosity, cracks contortion, and surface area unevenness.
- Detection and execution of automated control of the laser cladding procedure.
- The breaking sensitivity of laser cladding is still an issue for scientists in the house and abroad, in addition to a barrier for engineering application and industrialization.
The formation and expansion of cracks have been studied. The control technique is still immature.
Application of Laser Cladding
- Coal miner: mainframe, rocker, gear, gear shaft, all kinds of bushings, articulated frame, oil cylinder, cylinder seat, directing slide shoe, gear, pin rail wheel, drive wheel, wrench, and so on
- Roadheader: cylinders, brackets, shafts, numerous bushings, cutters, and so on
- Scraper conveyor: central chute, shift groove, gearbox, equipment, equipment shafts, spiral bevel equipment, shaft parts, etc.
- Hydraulic assistance: base, cylinder, and bracket expression hole, different bushings, etc



Manufacturing and remanufacturing of electrical equipment and its components.
Power Devices has an extensive distribution volume with the undisturbed operation, so it is highly likely to damage its parts.
The steam turbine is the core device of thermal power generation. Due to the unique working conditions of heat and high heat, it is needed to fix the broken parts of the system frequently every year, such as the primary shaft size, dynamic vanes, etc.
The gas turbine is typically harmed due to its working under the high-temperature condition of 1300 ℃.
The laser remanufacturing innovation is used to fix all the defects and bring back the performance, which costs just 1/10th of the price of a new unit.

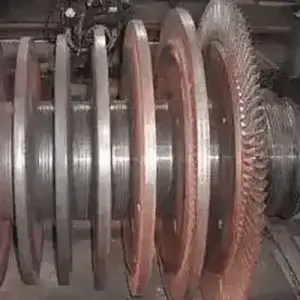

Manufacturing and remanufacturing of petrochemical devices and their parts.
The modern-day petrochemical industry is a continuous mass production model.The makers operate in harsh environments throughout the production process for long durations, leading to damage, rust, wear and tear of parts within the devices.
The parts that often fail are valves, pumps, impellers, journals of big rotors, discs, bushings, and shaft tiles.And these elements are very costly and include a wide range of parts, the majority of which have complicated shapes and can be difficult to fix.
Because of the advent of laser melting innovation, these issues are no longer an issue.Laser cladding of tough ceramic coverings on oil drill pipelines, drilling tools, etc.



Production and remanufacturing of train devices and their components.
With the rapid advancement of rail transport with socio-economic development, the demand for new rail automobiles is great, and huge parts’ number and efficiency requirements are also increasing.
As a brand-new resource reuse technology, remanufacturing technology can be applied to the remanufacturing of wearable parts of cars.
The laser surface area fortifying is the core technology and procedure means of remanufacturing. The laser surface area finish technology can be used to remanufacture parts surface repair work and strengthening. Remanufacturing of crucial parts of other machinery market equipment.
The remanufacturing of key parts of other equipment production markets consists of metallurgy, petrochemical, mining, chemical, aviation, vehicle, shipping, device tools, and other fields.
The laser cladding process is utilized to fix and optimize accuracy devices, large devices, and important parts in these areas where corrosion, erosion, and wear occur.








1 thought on “What Is Laser Cladding: Characteristics & Applications”
What’s up, after reading this remarkable article i am too happy to share my experience here with colleagues.