
Arc welding has been around since the 1940s, but it took a long time to gain traction as a manufacturing method.
Even though the laser was conceived in 1960, it was quickly established as a production process and used for high-volume manufacturing in the 1980s. Recent advances have improved the beam quality and efficiency of lasers, making them a more favorable solution for high-volume or automated industrial joining.
Weld Quality and Consistency
Laser welding makes it easy to control and consistently maintain the quality and consistency of the weld. Since the laser head is not in contact with the workpiece and there are no electrodes that could wear, erode, or be damaged, there is no need to change tools, regrind or polish the electrodes as with TIG. In laser welding, the lack of electrode dressing results in longer uptime and longer maintenance intervals. Also, there is no risk of tungsten from the tip of the TIG electrode contaminating the weld material when striking the arc.
Lower Heat Input
The heat input to the metal being fused is reduced with laser welding, which means that the heat affected zone (HAZ) is smaller, and distortion of the assembly is greatly reduced, making complex and precise assemblies easier to achieve, especially in automated environments.
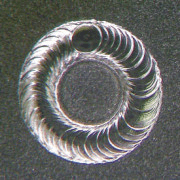

TIG welding (left) typically exhibits a higher heat input to the surrounding material – laser welding (right) enables finer welds with a smaller heat affected zone.
Furthermore, because of the lower heat input, welds can be produced close to sensitive electronic equipment or other heat-sensitive materials without causing damage or failure. An example of this is in pacemakers and defibrillators, where the external weld is located directly above the heat-sensitive cells and microelectronics, which cannot withstand temperatures over 80 degrees Celsius.
Throughput – Higher Soldering Speeds
Laser welding typically has higher welding speeds, especially with modern high-power continuous wave (CW) fiber lasers. High welding speeds sometimes mean that the motion system, such as the CNC or robot profile speed, is the limiting factor for cycle time, not the process.
Cost Per Meter of Weld
In processes with high throughput, it is common to find laser solutions that are more efficient and have a lower cost per meter of the weld. Interestingly, some processes combine laser and arc welding to achieve deeper penetration and higher welding speeds. These hybrid processes typically combine laser welding, which efficiently heats the metal to the melting point, and arc welding, which deposits molten droplets into the weld pool, for enhanced penetration and weld strength than either process alone.
No Finishing of the Weld is Required
Under inert gas protection, stainless steel or aluminum laser welds typically do not require post-treatment (grinding or finishing) after welding. The weld surface is bright, free of oxide, and can often be coated or painted without further cleaning.
Access to Difficult Areas
Since the laser beam is a “line-of-sight” process, the laser can pass through gaps in the structure and weld areas from behind where it is not possible to introduce TIG electrodes. Using the camera to look through the laser optics, it is easy to aim the beam at a precise feature and weld in a hard-to-reach part of the structure.
What About Seams?
A disadvantage of laser welding is that it often relies on good contact and minimal gaps between the joined parts. Whether laser welding or TIG welding, you need to ensure that gaps are minimized or avoided to ensure good results. With the addition of wire feeding, which complicates the process, it is possible to fill gaps or build up areas to increase strength.
Conclusion
Laser welding has several advantages, including simplicity of automation, constant quality, and the absence of post-processing. Where manual welding is required, TIG welding has greater flexibility, and the capital cost of the equipment is lower.








1 thought on “How Is Laser Welding Better Than TIG?”
I own a blacksmith factory in Baghdad / Iraq and I want to buy a 1500 watt or 2000 watt laser welding machine. Please send the price of each machine so that I can choose what suits my work. And an indication of whether it is possible to ship it to Iraq with the cost of shipping….with best regards
انا امتلك معمل حدادة في بغداد /العراق واريد ان اشتري ماكنة لحام ليزرية قدرة 1500 واط او 2000 واط راجيا ارسال سعر كل ماكنةليتسنى لي اختيار مايناسب عملي . وبيان هل بلإمكان شحنها الى العراق مع تكلفة الشحن …. مع اجمل التحايا