
Laser welding tips: Laser welding is a precise and efficient method for joining materials, particularly when dealing with thicker plates. However, it requires careful consideration of various factors to achieve optimal results. In this article, we will explore essential principles to follow during welding with a focus on thicker plates, welding wire selection, and power adjustments to minimize deformation.

When using our hand held type laser welding machine, it is crucial to adjust certain parameters to ensure a strong and flawless weld. Here are some key principles to follow:
Welding Wire Selection: Match Thickness to Plate
Thicker plates demand welding wire of appropriate thickness to achieve a well-formed weld seam. Opt for a welding wire size that is not greater than the plate thickness and leans towards a size closer to the plate’s thickness. This consideration significantly impacts the fullness and integrity of the weld seam.
Laser Power and Wire Feed Speed
The choice of laser system and gas can influence the quality of the welding process. We tested the following laser brands—Max, JPT, and Raycus—using Argon or Nitrogen gas for sample testing. It’s important to note that these settings are for reference purposes only, and adjustments may be necessary depending on the specific application.
Reducing Deformation during Laser Welding
- Gradual Power Reduction
When welding thinner materials like 0.5mm stainless steel plates, the laser beam’s initial emission can cause significant deformation. A recommended approach is to gradually reduce the power for each attempt until an optimal balance between penetration and deformation is achieved.
- Thinner Welding Wire for Narrower Scanning Width
Using thinner welding wire can help control the scanning width during the welding process. This leads to better precision and reduces the risk of excessive deformation.
Laser Welding Tips Table
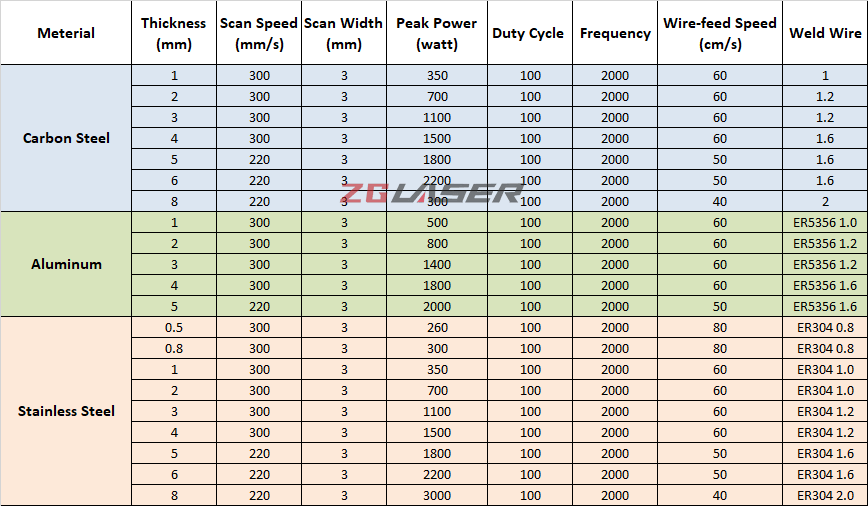
We will laser weld two pieces 0.5mm thickness stainless steel plate as an example
1st try: we will choose ER304 0.8 wire based on the table. scan speed is 350mm/s, scan width 2mm, peak power 350watt. duty cycle 100, frequency 2000.

The laser beam passes through the sheet metal and causes significant deformation, so we are reducing the power for next try.
2nd try: we have adjusted laser power from 350watt to 260watt according to the 1st try result.

The deformation has decreased, but it still tends to burn through during the initial laser beam emission. Therefore, we will continue to reduce the power for next try.
3rd try: laser welding result is much better when we adjust laser power from 260watt to 200watt.

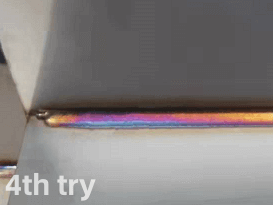
4th try: let’s see what happens if we set scan witdh from 2mm to 3mm.
Conclusion:
laser welding requires careful attention to welding wire selection, power settings, and gas choice. By following the principles outlined in this article, you can achieve high-quality welds with minimal deformation. Remember to make necessary adjustments based on your specific welding application and equipment.








1 thought on “Laser Welding Tips”
Very Interesting, Good job and thanks for sharing such a good information.