In contrast, thermal spraying encompasses
various techniques utilizing flame, plasma arcs, or high-speed gas jets to heat
powder or wire to a molten state before spraying it onto the substrate’s
surface. Forms of thermal spraying include conventional flame spraying, plasma
spraying, and high-velocity flame spraying. This approach is cost-effective and
suitable for large-area applications or coating requirements for substantial
workpieces.

When comparing laser cladding and thermal spraying, precision and heat-affected zones are primary considerations. Thermal spraying typically involves higher heat input and a broader heat-affected zone, which can lead to greater thermal stress, potential deformation, and microstructural changes in the base material.
In contrast, laser cladding features an extremely concentrated, low-heat-input process that creates a much smaller heat-affected zone, greatly reducing thermal damage to the substrate.
This fundamental difference directly influences coating quality, bonding strength, dimensional stability, and whether parts can withstand post-processing or high-performance working conditions.
For high-precision components, thin-walled parts, and high-value equipment repair, these factors become decisive in choosing the optimal surface treatment solution.
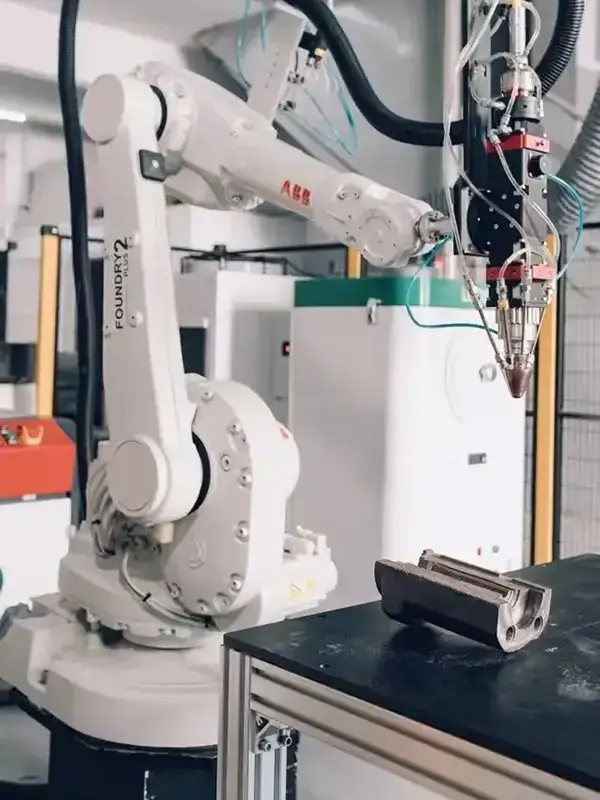
- Laser cladding, with its high-energy laser beam, achieves highly accurate coating in tiny areas.
- Thermal spraying, using traditional heating methods, results in relatively lower coating precision.
Additionally, laser cladding’s precisely controlled, smaller heat-affected zone (HAZ) significantly reduces thermal impact on the substrate material. This concentrated, low-heat-input process effectively minimizes workpiece deformation, prevents material microstructure damage, and lowers the risk of coating cracks, delamination, or internal stress. As a result, components maintain excellent dimensional stability and mechanical integrity, making laser cladding particularly ideal for precision parts, thin-walled structures, and high-value components that require strict thermal control during surface modification.

Coating quality is another critical factor in comparing the two technologies. Laser cladding forms a metallurgical bond between the coating and the substrate, delivering extremely high bonding strength, excellent density, and freedom from pores or cracks. In contrast, thermal spraying typically forms a mechanical bond, which may result in lower adhesion, internal voids, or a layered structure. These differences directly determine durability, reliability, and service life, especially in high-load, high-wear, and high-corrosion industrial environments.
- Laser cladding, uses a high‑energy laser beam to rapidly and precisely melt metal powder and the substrate surface simultaneously. Under rapid solidification, it forms a fully dense, uniform, and metallurgically bonded coating with extremely high structural integrity, strong adhesion, and excellent mechanical properties. This process effectively avoids defects such as pores, cracks, or delamination, delivering superior coating quality that meets the strict demands of high‑end industrial applications.
- Thermal spraying, relies on high‑temperature gas or flame to accelerate and deposit molten particles onto the substrate. During this process, particle oxidation, incomplete fusion, and uneven stacking are common, which tend to produce internal pores, micro‑cracks, and a relatively loose layered structure. These inherent characteristics result in lower compactness and bonding strength, making its overall coating quality comparatively lower than that of laser cladding.

Moreover, cost is a significant factor that must be evaluated according to specific application requirements, production scales, and long-term operational goals.
Thermal spraying generally involves lower upfront investment, simpler equipment setup, and higher processing efficiency, making it a cost-effective choice for large-area, basic surface protection and general industrial applications.
In contrast, laser cladding often requires higher initial investment and operating costs, but its outstanding advantages—such as strong metallurgical bonding, minimal deformation, high material utilization, and extended service life—deliver superior long-term value, especially for high-value parts, precision repairs, and heavy-duty working conditions.
Therefore, the total cost-effectiveness of each technology varies greatly based on workpiece value, service environment, and expected lifespan.
- Thermal spraying, features relatively lower equipment investment and more affordable raw material costs, enabling high processing efficiency for large-scale and large-area surface treatments. It is particularly cost-effective for scenarios where budget control and high efficiency are prioritized over ultra-high coating precision and bonding strength.
- Laser cladding, relies on high-power laser systems and precision control components, resulting in higher initial equipment investment and operating costs. However, its outstanding performance in terms of coating density, metallurgical bonding, minimal heat-affected zone, and dimensional accuracy makes it highly cost-effective in the long run. Laser cladding is the preferred choice for high-value parts, precision repair, and high-end industrial applications that demand superior coating quality, stability, and service life.
In conclusion, laser cladding and thermal spraying each present unique advantages and limitations, and neither can fully replace the other in modern surface engineering.
The optimal choice between these two technologies ultimately depends on the specific application requirements, workpiece value, precision demands, and budget planning.
These developments will further expand their application boundaries, improve performance, and unlock more reliable, efficient, and diversified solutions for the global surface coating and industrial manufacturing sectors.