Process Parameters of Laser Welding
Power Density
Power density is one of the most essential specifications in laser processing.
With greater power density, the surface area layer can be warmed to the boiling point in the microsecond time range, resulting in a large quantity of vaporization.
For that reason, high power density is useful for product removal processing, such as drilling, cutting, and sculpting.
For lower power density, it takes a number of milliseconds for the surface area temperature level to reach the boiling point.
Before the surface layer vaporizes, the bottom layer reaches the melting point, which is easy to form a great fusion welding.
For that reason, in the conduction laser welding, the power density remains in the range of 10.
Laser Pulse Waveform
The laser pulse waveform is a crucial problem in laser welding, particularly for sheet welding.
When the high-intensity laser beam strikes the product’s surface area, 60 ~ 98% of the laser energy on the metal surface will be shown and lost, and the reflectivity modifications with the surface area temperature.
During a laser pulse, the reflectivity of the metal differs significantly.
Laser Pulse Width
Pulse width is one of the essential criteria of pulsed laser welding.
It is a crucial criterion various from material removal and product melting and an essential parameter identifying the expense and volume of processing equipment.
Effect of Defocusing Amount on the Welding Quality
Laser welding normally needs a specific to defocus because the power density of the spot center at the laser focus is too expensive, and it is easy to evaporate into holes.
The power density distribution is reasonably consistent on the aircraft away from the laser focus.
There are 2 defocusing modes: favorable defocusing and unfavorable defocusing.
It is positive defocusing if the focal aircraft is above the workpiece. Otherwise, it is negative defocusing.
According to the theory of geometrical optics, when the unfavorable and favorable separations are equivalent, the power density on the matching plane is around the same.
In truth, the shape of the molten pool is various.
When defocusing is unfavorable, a greater penetration can be acquired, which belongs to the development process of the molten swimming pool.
The experimental outcomes reveal that the material begins to melt when heated up by laser for 50 ~ 200 us, forming liquid stage metal and vaporization and business pressure steam, emitting amazing white light at an extremely high speed.
Simultaneously, the high concentration of vapor makes the liquid metal relocate to the edge of the molten swimming pool, forming a depression in the center of the molten pool.
When the unfavorable defocusing takes place, the internal power density of the product is greater than that of the surface area.
Additionally, it is easy to form more powerful melting and vaporization, which makes the light energy transfer to the much deeper part of the product.
In useful applications, negative defocusing should be used when the penetration is big, and favorable defocusing must be utilized when welding thin products.
Laser Welding Technology

- Sheet to sheet welding: It includes butt welding, end welding, center penetration blend welding, and center perforation combination welding.
- Wire to wire welding: It includes wire to wire butt welding, cross welding, parallel lap welding, and T-type welding.
- Welding of wire and block element: Laser welding can be utilized to connect the block and the wiring aspect effectively, and the size of the block component can be arbitrary. Attention ought to be paid to the geometric dimension of the wiring aspect in welding.
- Welding of different metals: Weldability and a series of weldable criteria need to be fixed for different kinds of metals undergoing welding. Laser welding in between different materials is only possible for certain product combinations. Laser brazing is not appropriate for connecting some elements. Still, the laser can be used as a heat source for soldering and brazing, which likewise has the advantages of laser welding. There are many methods of soldering, among which laser soldering is mainly used for PCB soldering, specifically for wafer assembly innovation.
More of my thoughts on laser welding technology can be found here: Future Outlook Of Laser Welding Technology
The Advantages of Laser Welding
- Due to the local heating, the element is not easy to produce thermal damage, and the heat-affected zone is small, so the soldering can be performed near the thermal component.
- With non-contact heating, it can melt the bandwidth. It can be processed on the double-sided printed circuit board with no auxiliary tools after the double-sided elements are equipped.
- Repeated operation is stable. Flux has little pollution to welding tools, the laser irradiation time and output power are simple to control, and the laser brazing yield is high.
- The laser beam is easy to recognize beam splitting. It can be divided into time and space with optical elements such as half lenses, mirrors, prisms, scanning mirrors, etc., which can understand simultaneous symmetric welding of numerous points.
- Laser brazing primarily uses a laser wavelength of 1.06 um as a heat source, which fiber optics can transfer. So it can be processed in parts that are difficult to bond by standard approaches, with good versatility.
- It has great focus and is simple to understand the automation of multi-station gadgets.
Laser Deep Penetration Welding
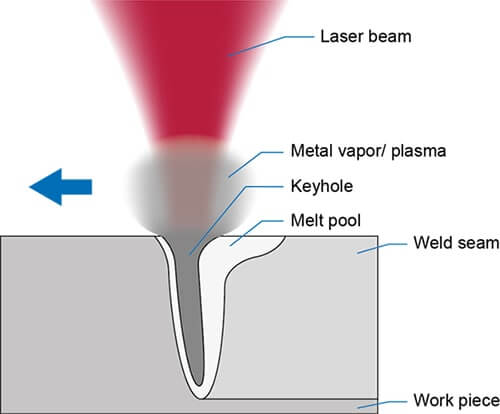
Metallurgical Process and Technology Theory
The physical metallurgical process of laser deep penetration welding is comparable to that of electron laser beam welding; the energy conversion system is finished through the “little hole” structure.
When the power density is high enough, the material will vaporize and form a small hole. The hole filled with steam is like a blackbody, which practically soaks up the energy of the occurrence light.
The equilibrium temperature in the hole cavity has to do with 25000 degrees. Heat is transferred from the outer wall of the high-temperature cavity to melt the metal surrounding the cavity.
The hole is filled with high-temperature steam produced by constant evaporation of wall material under the irradiation of a light beam. The four walls of the hole are surrounded by molten metal, and the liquid metal is surrounded by strong product.
The liquid circulation outside the hole wall and the surface area tension of the wall are in dynamic stability with the continuous vapor pressure in the hole cavity. The product outside the hole is constantly flowing. With the motion of the beam, the hole is always in a steady state.
That implies that the keyhole and the molten metal surrounding the hole wall move on with the forward speed of the leading beam; the molten metal fills the space left by the keyhole moving away and condenses, thus forming the weld.
Influencing Factors
The influencing aspects of laser deep penetration welding consist of laser power, beam size, material absorptivity, welding speed, shielding gas, lens focal length, focus position, laser beam position, laser power decreasing, and increasing control at the beginning and end of the welding.
Qualities of Laser Deep Penetration Welding
- High aspect ratio: Because the molten metal types around the cylindrical high-temperature steam cavity extend to the workpiece, the weld is deep and narrow.
- Minimum heat input: Because of the source cavity, fast speed of the melting process, and the low heat input into the workpiece, the thermal deformation, and heat-affected zone are really small.
- High density: Since the small hole filled with high-temperature steam is favorable to the weld pool stirring and gas escape, leading to the development of impermeable penetration welding. The high cooling rate after welding is simple to refine the weld microstructure.
- Reinforce the weld.
- Precise control.
- It is a non-contact, climatic welding process.
Benefits of Laser Deep Penetration Welding
- The welding speed is quicker since the power density of the concentrated laser beam is much greater than that of the traditional approach. The heat-affected zone and deformation are smaller, and it can also weld titanium, quartz, and other refractory products.
- Because the beam is easy to transfer and manage, it does not require altering the torch and nozzle often, substantially decreasing downtime auxiliary time. Hence, the load aspect and production effectiveness are high.
- Due to the filtration and high cooling rate, the welding joint is strong, and the thorough efficiency is high.
- With low heat input and high machining precision, the expense of reprocessing can be lowered. In addition, the cost of laser welding is relatively low, which can decrease production expenses.
- It is easy to realize automation and can effectively manage the beam intensity and great positioning.
Laser Deep Penetration Welding Equipment
Continuous wave CO2 laser is generally used in laser deep penetration welding. This sort of laser can keep enough high output power, produce a “keyhole” result. It can permeate the entire workpiece section and form a hard and strong welding joint.
As far as the laser is concerned, it is just a device that can produce a parallel beam with great directivity and be utilized as a heat source. If it is directed, successfully processed, and then shot to the workpiece, its input power will have strong compatibility, better adapting to the automation process.
To successfully implement welding, laser, and other necessary optical, mechanical, and control elements make up a large welding system. This system consists of a laser, beam transmission module, workpiece handling, moving gadget, and control device.
This system can be merely carried and repaired by the operator, including automatic loading, discharging, repairing, welding and examination. The general requirement of the style and execution of this system is to acquire acceptable welding quality and high production performance.
Laser Welding of Steel Products
Laser Welding of Carbon Steel and Common Alloy Steel
Generally speaking, the laser welding effect of carbon steel is great, and the welding quality depends upon the impurity content.
Like other welding processes, sulfur and phosphorus are the sensitive elements for welding cracks. To acquire satisfactory welding quality, preheating is required when the carbon material exceeds 0.25%.
When the steels with various carbon contents are welded to each other, the welding torch can be somewhat inclined to the side of low carbon materials to ensure the quality of the joint.
Low carbon rimmed steel is not appropriate for laser welding since of its high sulfur and phosphorus material. Due to the low impurity material, the welding result of low carbon eliminated steel is extremely good.
Medium and high carbon steels and common alloy steels can be well laser bonded, but preheating and post-welding treatment are needed to eliminate stress and avoid crack formation.
Laser Welding of Stainless Steel
In general, laser welding of stainless steel is simpler to acquire high quality joints than conventional welding. Due to the little heat-affected zone of high welding speed, sensitization is not an essential problem.
Compared with carbon steel, stainless steel with low thermal conductivity is much easier to obtain deep penetration narrow weld.
Laser Welding in Between Various Metals
The high cooling rate and little heat-affected zone of laser welding produce beneficial conditions for the compatibility of materials with different structures after melting several metals.
It has been proved that the following metals can be bonded effectively: stainless-steel ~ low carbon steel, 416 stainless-steel ~ 310 stainless steel, 347 stainless steel ~ quickly nickel alloy, nickel electrode ~ cold-forged steel, the bimetallic strip with various nickel material.
If you need to welding and think laser welding is a good fit for you, contact our experts to discuss your requirements.