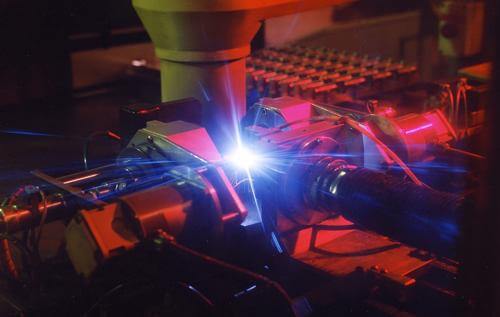
Laser welding was one of the earliest applications in industrial laser material processing. In most early applications, lasers produced higher quality welds, resulting in increased productivity.
As laser types have evolved, laser sources are now available with a higher power, different wavelengths, and a wider range of pulse capabilities.
Furthermore, improvements in beam propagation, machine control hardware and software, and process sensors have all aided in advancing the laser welding process.
Laser welding offers unique advantages, including low heat input, narrow fusion, heat-affected zones, and excellent mechanical properties for previously difficult materials to use in processes that produced significant heat input to the part.
These properties result in stronger, more aesthetically pleasing welds formed by laser welding.
In addition, laser welding requires a much shorter setup time.
Together with the laser tracking sensor, this allows for automation and thus lowers product costs.
These new technologies have further expanded the range of applications for laser welding.
Fiber laser welding has been successfully applied in many industries using different metals, shapes, sizes, and volumes.
Battery Welding
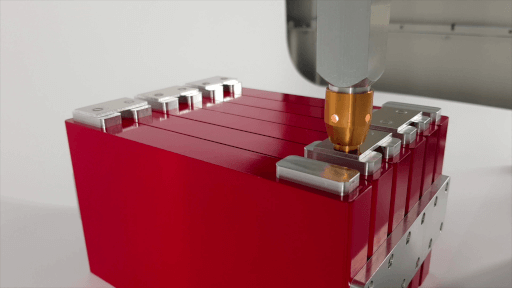
Engineers utilize fiber laser welding in product design because of the rising use of lithium batteries in electric vehicles and various electronic devices.
Current-carrying parts produced from copper or aluminum alloys are connected to a series of cells in a battery by fiber laser welding.
Laser welded aluminum alloys (usually 3000 series) and pure copper form electrical contact with the positive and negative terminals of the battery.
The new fiber laser welding technology is compatible with all materials and material combinations utilized in the cell.
Overlapping, butt, and fillet weld joints form various connections inside the cell.
The electrical contact of the package is created by laser welding the lug material to the negative and positive electrodes.
During the final battery pack assembly and welding stage, the aluminum tank’s connection sealing produces a barrier for the internal electrolyte. Since the cells are expected to work reliably for 10 years or more, choosing laser welding allows you always to have high quality.
Using the right fiber laser welding equipment and process, laser welding can consistently produce high quality welds on 3000 series aluminum alloys.
Precision Process Welding

TIG welding was first utilized to make seals for the maritime, chemical, and pharmaceutical sectors.
These parts are finely machined and ground from a nickel-based alloy material with strong temperature and chemical resistance because they are utilized in delicate situations.
The batches are usually small, and the number of settings is high.
It is understood that the assembly of these parts has now been improved by fiber laser welding.
Some of the reasons fiber laser welding is being utilized to replace robotic arc welding are listed below.
The quality of laser welding is consistent.
Easy conversion from one part configuration to another reduces setup time and increased throughput.
Reduced cost by automating the laser welding process by fitting laser tracking sensors.
Gas-tight Welding

Because medical devices, such as pacemakers and other electronics, are gas-tight, fiber laser welding is preferred for high-reliability applications.
Recent developments in the hermetic welding process address laser welding and weld endpoints, which are critical locations for completing hermetic seals.
Though the laser beam was turned off, depressions were generated at the termination point in earlier laser welding procedures even when the laser intensity was reduced.
In thin, deep welds, advanced laser beam control eliminates depressions. The result is consistent weld quality, airless end joints, improved appearance, and more reliable sealing.
Aerospace Welding

Fiber laser welding of nickel- and titanium-based aerospace alloys necessitates precise control of weld shape and microstructure, as well as the reduction of porosity and grain size.
The fatigue performance of the weld is an important design criterion in many aerospace applications.
As a result, design engineers almost always specify that the weld surface is convex or slightly convex to improve weld strength.
For this purpose, a filler wire with a diameter of 1.2 mm is used to automate the process.
The inclusion of the filler wire at the butt joint results in a consistent weld crown for both the top and bottom welds.
The choice of wire alloy also helps improve the weld’s mechanical properties by ensuring a good microstructure of the weld.
Dissimilar Metals Welding
The ability to manufacture products using dissimilar metals and alloys greatly enhances design and production flexibility.
A typical reason for dissimilar metal welding is to improve the completed product’s performance, such as corrosion, wear, and heat resistance, while lowering costs.
Joining stainless steel and galvanized steel is one example.
Due to their outstanding corrosion resistance, 304 stainless steel and galvanized carbon steel have been used in various applications, including kitchen appliances and aircraft components.
This process poses some special challenges, especially because the galvanized layer can present serious weld porosity problems.
The energy used to melt steel and stainless steel during the welding process causes the zinc to evaporate at around 900°C, which is much lower than the melting point of stainless steel.
The low boiling point of zinc results in the formation of vapor during hole lock welding.
When attempting to escape the molten metal, zinc vapor may remain in the solidified weld, resulting in excessive porosity.
In some cases, zinc vapor can escape as the metal solidifies, resulting in porosity or roughness of the weld surface.
Finishing and mechanical welding can be easily performed with proper joint design and selection of laser process parameters.
There are no cracks or porosity on the top and bottom surfaces of lap welds in 304 stainless steel with a thickness of 0.6 mm and galvanized steel with a thickness of 0.5 mm.